 产品全生命周期
产品全生命周期
 项目管理系统
项目管理系统
 配方管理系统
配方管理系统
 实验管理系统
实验管理系统
 电子实验记录本
电子实验记录本
 研发成本管理
研发成本管理
 化工行业
化工行业
装配行业PLM制造BOM管理解决案例
一拖集团农机装备事业部(以下简称一拖农装事业部)主要从事大中小型拖拉机产品的设计制造与销售服务,下属四个具有研发、生产和销售能力的主机专业厂。其中第三装配厂业务以
产品应用
一、前言
一拖集团农机装备事业部(以下简称一拖农装事业部)主要从事大中小型拖拉机产品的设计制造与销售服务,下属四个具有研发、生产和销售能力的主机专业厂。其中第三装配厂业务以大马力拖拉机为主,其产品属于多品种、多批量的流水线式生产。产品系列多,涵盖60-200以上马力;产品变形设计多,经常应客户需求,在基本型产品上进行不同的选装配置,或者进行特殊零部件的设计,如出国车。
在2010年,三装厂开始实施的SAP ERP系统,需要制造形态的产品BOM。该BOM对整机下面的零部件按总装、分装、机加车间进行虚拟划分,其中分属总装和分装的零部件在产品BOM上是分开组织的,以满足生产计划安排和成本核算等业务需要。三装厂原有管理系统中的产品BOM,既不是ERP需要的制造BOM,也不是完整意义上的产品设计BOM,与SAP需求的BOM差别较大,为了管理好产品源头的设计BOM信息,为ERP提供所需的制造BOM,同时尽量减少整个环节中的人工操作,保证PLM与ERP中BOM的严格一致,迫切需要借助信息化系统,建立统一的产品BOM管理平台和应用模式。
二、BOM管理模式
在实施SAP的同时,企业选择同步实施PLM系统。PLM系统作为产品数据的源头和技术资料核心管理系统,被企业确定为产品BOM数据的主要维护和管理平台,承担产品BOM的主要维护和传递工作。因此规划在PLM系统中首先搭建完整的设计BOM,然后在设计BOM上维护相应的工艺信息,再由PLM系统通过一定的规则将设计BOM自动转换为SAP需要的制造BOM。转换后的制造BOM不需要调整,直接通过集成接口传递的SAP系统中。
产品设计BOM发生变更后,将通过流程通知到工艺人员,进行工艺信息的维护,然后重新进行BOM转换,转换后的制造BOM将通过集成接口,更新SAP系统中数据。
在此BOM管理模式下,整个第三装配厂的信息化系统,包括PLM、SAP等所需要的BOM信息,只需要手工在一个系统中维护一套BOM,其它的工作都交给PLM系统或者集成接口去完成。这样有效地保证产品数据在不同形态、不同系统的高度一致性,同时大大提高BOM数据的维护效率。
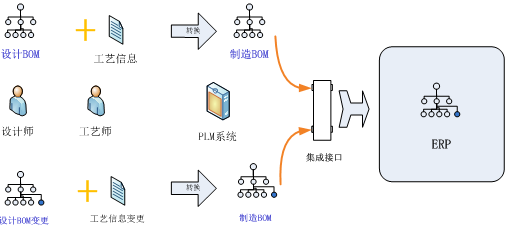
图1 三装厂产品BOM管理应用模式
三、制造BOM转换实现
产品BOM的转换,主要通过设计BOM和相关属性信息完成。为实现转换功能定制的零件属性包括:底盘编码、车间、来源;定制的BOM关系属性包括:车间、拆分数量。基于BOM转换假定,产品设计BOM到制造BOM的转换主要工作如下:
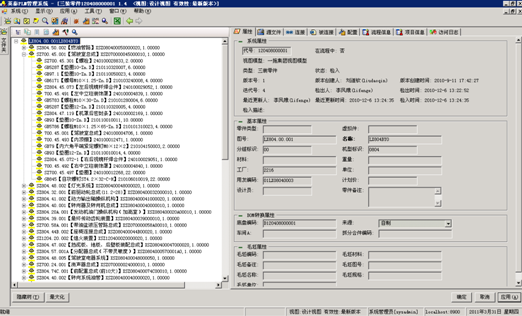
图2 产品设计BOM和零部件属性
1、创建底盘
产品设计BOM转换到制造BOM,首先生成一个底盘(虚件,设计BOM不存在该零件)。底盘挂在整机下面,BOM数量为1,底盘下面挂接各一级部件拆分出来的分装合件。
2、对一级部件进行拆分
①在一级部件中维护车间和拆分合件编码属性信息,该属性表示一级部件需要在哪几个车间装配,可能的取值情况包括: “总装-分装”;或者单个车间,如1001、2001、2002等;
属性值为“总装-分装”的,将该一级部件拆分成两个工艺合件(总装合件和分装合件)。其中总装合件挂在整机下面(BOM数量与设计BOM保持一致),分装合件挂在第1步生成的底盘下面(BOM数量与设计BOM保持一致)。属性值为单个车间的,该一级部件不做拆分处理,直接挂在整机或者底盘下即可(BOM数量与设计BOM保持一致)。
② 一级部件下的二级部件和零件,对于属性值为“总装-分装”的,对该部件进行递归拆分。对于属性值为单个车间的,该零部件挂在步骤i)拆分出的总装合件或者分装合件下面(BOM数量与设计BOM保持一致)。
3、标准件进行拆分处理
由于在设计BOM中,同一种标准件可能在不同车间参与装配,且数量不固定,所以需要通过BOM关系属性(车间、拆分数量)来记录和处理这种情况。
标准件可能在多个车间参与装配,对于在新产品生产线上的机型,同一标准件可能在四个车间使用,其它机型中标准件可能在三个车间使用。因此其车间属性取值可能情况包括:1002-2003-2001-2002;1001-2001-2002;1001-2001;2001等。标准件的拆分与部件的拆分保持一致,也拆分成两部分。如果某一部件需要拆分,则其子件中的标准件就需要进行拆分处理,拆分后的标准件将挂在该部件的拆分合件下面。
对于车间属性值包括总装类车间和分装类车间的,转换到制造BOM时,该标准件拆分成两部分。一部分挂在总装工艺合件下,关系属性车间值为总装类车间,拆分数量为总装类车间数量,BOM数量为总装类车间数量;另一部分挂在分装工艺合件下,关系属性车间值为分装类车间,拆分数量为分装类数量,BOM数量为分装类数量之和。
示例如下:
拆分前 标准件A 车间:1001-2001-2002,拆分数量:8-4-12,BOM数量24
拆分后 标准件A(挂总装合件)车间:1001,拆分数量:8,BOM数量:8
标准件A(挂分装合件)车间:2001-2002,拆分数量:4-12,BOM数量:16

图3 产品BOM属性信息
4、对不需要拆分部件的处理
车间中只有一个车间信息的部件,PLM不做拆分处理,对于这些部件的处理主要是是否在制造BOM中保留设计BOM信息。这通过来源属性控制,来源属性取值有三中情况:采购、自制、自制/采购。
对于属性值为采购的,转换到制造BOM时,该部件不展开,只传递部件本身。
对于属性值为自制和自制/采购的,转换到制造BOM时,该部件展开,传递完整的设计BOM信息。
5、毛坯件的展开
毛坯件在PLM中作为属性管理,转换到制造BOM时,将属性转化为毛坯件挂到对应的零件下面,毛坯件缺省BOM数量为1。
毛坯需要维护的属性包括:毛坯编码、毛坯图号、毛坯名称、毛坯材料、毛坯备注。
四、BOM转换约束
由于制造BOM对产品的装配、零件的加工、以及成本核算等方面的要求众多,设计BOM到制造BOM的转换,不可能处理所有的需求。因此,考虑企业实际情况,对制造BOM的自动转换指定如下约束条件:
1)BOM转换的源头为完整的产品设计BOM信息;
2)制造BOM转换以工艺合件拆分为主,拆分为逻辑拆分,不对应具体的装配加工地点。不同车间使用的零部件,通过其车间信息(真实的车间信息)来拆分挂接 ;
3)工艺合件的拆分(总装、分装拆分)可能发生在多级部件上,规定只有上级部件可以拆分,才允许下级部件进行拆分,下级部件的拆分应保持与上级部件拆分一致;
4)不处理一个零件多毛坯情况;
5)不处理整体采购的零部件,分车间装配的情况;
6)同一机型设计BOM中的标准件可能在多个车间进行装配,但只能在一个总装类车间装配;
7)标准件的拆分通过BOM关系属性进行处理,标准件分类通过零件代号确定,代号以21开头的零部件为标准件;其余零部件的拆分通过零件属性进行处理。
五、过程控制
三装厂技术部门机型BOM的新建和变更都要通过相应的工作流程进行,其中在新建BOM流程中由产品管理员负责搭建机型的一级BOM,然后各分模块负责人对一级部件的结构机型核对和修改,审核通过后BOM传到工艺部门,进行工艺审核和信息维护,通过后调用集成接口传到ERP系统中。对于产品更改引起的BOM更改,需要发起BOM更改流程,在流程中实现设计BOM变更审批、工艺BOM转换和ERP集成传到操作。
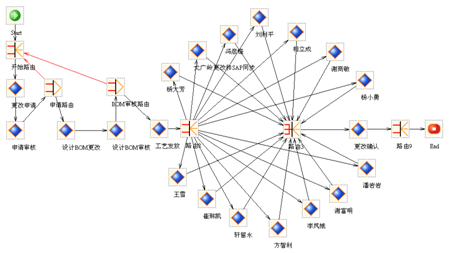
图4 产品BOM更改流程
六、结束语
本案例在BOM管理中没有减少BOM的种类,而是减少了直接BOM信息的维护工作,做到PLM系统和ERP系统中只需要手工维护一套设计BOM。设计BOM与制造BOM的差异因行业、产品、研发和生产管理的不同而差别很大,因此设计BOM到制造BOM的转换具有固有的复杂性。一拖三装厂的制造BOM完全由PLM系统自动转换生产,由其自身的相关条件决定,虽然具有一定的局限性,但这种对产品BOM的管理方式,在相近的行业还是具有的一定的参考价值。


