 产品全生命周期
产品全生命周期
 项目管理系统
项目管理系统
 配方管理系统
配方管理系统
 实验管理系统
实验管理系统
 电子实验记录本
电子实验记录本
 研发成本管理
研发成本管理
 化工行业
化工行业
铝型材加工行业MES解决方案
铝型材加工主要包括熔铸、挤压、时效、氧化、喷涂、锯切等工艺过程。然后同样的铝锭,同样的生产设备,同样的化工原料,同样的操作工艺,为什么生产出截然不同质量的产品呢?
产品应用
1 行业背景
中国经济建设的快速发展,以房屋建筑为代表的建筑用铝型材在市场刚性需求以及国家保障房建设和社会主义新农村建设的带动下需求量巨大,同时政府扩大基础建设投资,对可再生资源(太阳能、风能、核能)开发,对高铁和城市轨道投资、积极倡导新能源汽车以及建筑节能型材等积极因素的带动下,又为铝型材加工行业开辟了更多的新市场。中国已经成为铝型材生产和消费大国。经济结构转型中伴随的消费与产业升级持续深化,我国铝消费内生增长空间依旧十分广阔,强劲的发展势头仍在继续。
随着铝型材加工企业规模的逐步扩大和产品结构日趋多元化,信息化建设对企业管理越来越重要性。铝加工企业基于对生产现场数据的采集和产品质量跟踪、追溯,需要一套高度精细化和智能化的条码管理系统来控制整个生产过程,以使企业向生产制造柔性化和管理精细化方向发展,提高市场应对的实时性和灵活性,降低不良品率,改善生产线的运行效率,加强生产现场数据采集和在制品管理、产品质量和售后服务能力,降低生产成本等。MES(制造执行系统)具有成熟应用价值的《铝型材加工行业制造执行系统》,旨在为国内铝型材加工企业提升现场信息化管理水平,提高现场执行效率。

2 需求分析
铝型材加工主要包括熔铸、挤压、时效、氧化、喷涂、锯切等工艺过程。然后同样的铝锭,同样的生产设备,同样的化工原料,同样的操作工艺,为什么生产出截然不同质量的产品呢?为什么产量提不上去呢?根本原因就在于管理的落后。即使实施了诸如 ERP 之类的管理系统,由于管理的触角无法延伸到生产现场,每台设备、每个操作工人、每个加工操作、每一框的铝材上。也就是说现场的管理执行力不足。
具体表现在:
1 对生产数据的收集、整理、统计过程浪费了大量的时间和人力,呈交上的相关报表是滞后的。
2 操作工人的操作指导无法准确的给到生产现场,操作过程得不到监控。
3 无法了解动态的、真实的生产现场状况,问题暴露、反馈、响应不及时。
4 复杂而频繁的生产排产耗费了大量的时间和人力且效果不佳,造成计划执行效率低下。
5 接收到潜在销售机会时,无法准确的给客户一个满意的交货期,从而导致客户满意度的下降甚至丧失机会。
6 仓库管理精细度不高,库位管理、先进先出管理以及入出库管控控制缺乏有效的执行力。
7 铝型材通过流转框进行转移,铝材的无序堆放,加上由于质量等问题需要进行拆筐的,导致现场物料管理混乱。
8 现场铝棒和铝材的分布、状态、数量缺乏有效监控,造成大量的现场积压。
9 现场模具管理比较粗放,模具的寿命和换模时间严重影响生产执行。
10 质量检验标准众多,通过纸质记录,得不到及时反馈和质量预警。
铝型材加工行业制造执行系统针对铝型材生产加工的管理特点,将管理触角一直延伸到生产现场的每一个环节,最终让管理者及时获得现场最及时、准确的生产信息,从而为管理监控和管理决策提供支持,提升生产现场的执行力。
3 建设目标
1 通过条形码技术实现仓库和生产现场的快速识别和流转。
2 通过无线采集技术,实现仓库管理员无纸化,无线实时作业,提供及时指导和防错。
3 实现生产、物流、质量现场的快速、自动、海量的数据收集。
4 提供现场可视化监控平台,计划执行、质量故障、物料流转、生产异常等一目了然。
5 实现生产过程的全程跟踪,建立包括原材料、生产人员、作业时间、设备机台、生产工艺、返工返修等在内的完整产品档案。
6 实现质量标准的标准化和电子化,检验人员子在相应检验工序扫描在制品后,自动调出检验标准和检验方案,并且严格控制不合格品的流转路径。
7 充分考虑各道生产环节的设备机台的性能、模具的寿命情况,提供基于现场有限资源的高级排产,同时能够支持计划变更、插单等情况下的重复排产。
8 实现和外系统(如 ERP)的数据集成,防止形成信息孤岛,同时为外系统提供最全面的现场数据。
4 业务实现
4.1 基于现场的可视化管理
WMS 实时收集从订单下达到产品交付整个过程中生产、物流、质量现场的作业数据,根据企业的业务模型、作业规则对现场数据进行提炼、分析,可视化监控和管理作业现场的执行过程和资源状况,为各级各部门提供过程监控、质量监控、产品追溯、异常预警、绩效指标等多种关键信息,全面提高现场执行效率。
1 针对加压、时效、氧化以及检测等不同不同的生产环节,针对性的开发现场数据采集功能,实现快速准确、实时的获取现场生产数据,从提及时提供生产数据相关的查询功能和报表;
2 通过条码技术的应用,针对现场铝型材的流转筐的快速识别,实现对现场物流的分布位置、铝材流通状态以及周转筐的数量的可视化监控;
3 通过现场质量、设备、模具、缺料等生产异常信息的自动生成和人工采集,实现对生产现场异常的发生的有效预警监控。
4 通过对生产上线、加工检测、完工下线等各道环节的采集和控制,实现对生产计划的现场执行状况,每一框铝材的加工状态的有效监控。
5 通过短信、邮件、电脑客户端、LED 显示屏等多种方式,向生产业务人员和企业管理者提供现场实时、准确的监控信息,真正做到生产现场的可视化管理。
4.2 基于APS的高级排产
铝型材加工行业的生产计划排产涉及的因素众多,WMS 基于铝型材加工行业的 APS 高级排产主要考虑以下因素:
1 工厂日历: 支持针对不同的车间、部门、设备配置不同的工厂日历,工厂日历定义出各加工中心的时间能力。
2 订单交货期: 以生产订单的交货期为依据,一般的原则是按订单产品配置的基本工序工时推算出要求挤压开始生产日期,要求开始生产日期离当前日期越近,越要优先对相应订单的详细计划进行排产。
3 订单优先级: 订单优先级作为订单交货期的下一级排产顺序依据,即相同的交货期订单,优先级高的订单优先排产。
4 加工中心能力: 基于加工中心的有限能力进行排产,以加工中心工作日历的工作时间范围作为能力总和。在对详细作业计划排产时,考虑到作业计划的加工时间、换模时间将加工中心的工作时间排满。
5 挤压模具能力: 根据模具管理系统各类模具的库存量、保养周期、单模具的单次加工量等,计算出各类模具的单日加工能力,在加工中心排产时,将考虑排产周期内的对应排产的模具能力需求,不能超过企业能提供的模具能力。
6 挤压模具利用率: 为提高加工中心的生产效率,减少生产过程中的换模时间,在单个模具单次加工量范围之内,使用相同的模具的作业计划连继排产,提高模具的利用率和加工中心的作业能力。
7 工序间能力平衡: 考虑各车间工序的业务生产能力,同时一个生产订单需要分解车间工序不同,排产时考虑上下道车间工序能力平衡,避免造成车间工序的待加工在制库存过量或不足。对于一个生产订单的加工中心排产后,将启用“工序连接时间”确认下道工序的预计开工时间,当下道工序的预计开工时间超出它的加工能力时,上道工序也不能进行排产,即上道工序要考虑下道工序的加工能力。
8 各加工中心平衡: 根据产品的生产加工中心配置,针对产品只配置特定的一个加工中心,在工序车间排产时,只能排产到已配置的加工中心。对于配置了多个加工中心的产品排产,将执行同一工序车间下的加工中心生产任务平衡原则,但同一个生产订单下的不同详细计划,将尽量排到同一加工中心。
4.3 基于批量的铝材物流管理
4.3.1 批量管理
铝型材生产加工过程是通过流转筐来进行流转,根据产品型号不同每筐数量不一,将周转筐作为容器进行流转时,为每一个流转的周转筐附上唯一的容器标签。
1 计划环节: 根据生产订单数量和铝材型号的不同,分配该生产订单的容器编号,在挤压下线环节进行粘贴。
2 流通环节: 各工序车间之间交接物料时,通过扫描周转筐的标签号,自动获取周转筐内铝材的产品型号、筐内数量、生产计划信息同时进行交接过程的校验和记录。
3 拆筐环节: 在生产过程中,如果发现某筐铝材部分存在质量问题,可以采取以下几种处理方式;一、整筐送修;二、将不良品铝材拣出放于新的周转筐中,生成新的周转筐编号和标签;三、将不良品拣出和其他良品放在同一筐中,生成新的周转筐编号和标签,但该周转筐已经不是物理的实际筐,而是虚拟的逻辑筐号,即一个物理筐内可能存在多个逻辑的虚拟筐。
4 批量查询: 计划环节下达的周转筐计划在生产过程中出现的拆筐记录会自动的回报给生产计划部门,可以实时了解每一框的数量变化情况和拆分原因和拆分结果。
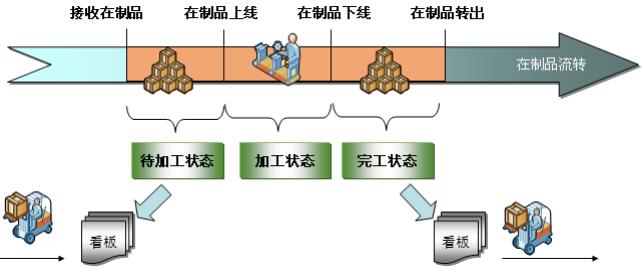
4.3.2 线边库管理
针对挤压、时效、氧化等各大的工序车间配置了线边库和库位库位,在铝材在各工序间转移提供物料交接记录和审核。通过扫描周转筐编号,获知铝材的质量信息和工艺路线信息,从而确保不良品不能流入到本道车间,以及确保按照正确的路线流转到相应的车间和机台。同时记录线边库的交接入库记录。
根据工序车间的作业工序控制点,将铝材在线边库的状态按照工序完工状态进行标识,从 而可以及时了解在铝材的加工作业状态,加工数量,完工数量,检验数量等信息。
通过线边库管理模式,可以随时了解各工序车间当前的铝材数量,以及铝材的状态,可以了解生产计划下的所有铝材在车间的位置分布情况、数量变化情况以及作业计划状态情况。并且提供上下道工序车间的铝材数量监控,从而指导搬运组的及时搬运,减少在制品现场积压,确保及时供料。
4.4 基于标准化的质量管理
1 检验标准电子化: 针对不同类型的铝材以及不同的检验环节,制定相应的检验项目和检验标准,包括检验项目、标准值、检验分类、合格判定准则等,实现检验项目的电子化。同时将检验作业指导书纳入到系统管理中,检验人员可以随时调阅质量标准相关的文档参阅。
2 检验记录的数字化: 检验人员通过扫描铝材周转筐的条码标签,自动调出该铝材适用的检验标准和检验项目,检验人员根据检验项目录入检验值,系统自动进行合格判定。
3 质量处理系统化: 检验人员根据系统判定的不合格,会记录故障现象,并会记录责任主体,从而达到责任明确和提供质量绩效考核的管理要求。同时针对不良品提供不良品评审单,用于对不良品的分析和评审。对不良检验创建不良品评审单,提供让步放行、返修、返工、将来改制、报废判定处理。
4 质量统计报表的及时性: 提供产品质量检验合格率统计、故障柏拉图分析、责任班组故障分析、不良品统计查询等。
4.5 基于条码应用的仓库管理
通过对仓库、库位、原料、辅料、包装物、备品备件、单据、人员以及生产和运输设备的标识化管理,全面实现工厂各种资源的数字化管理要求。应用自动识别技术和无线实时采集技术,准确高效率收集现场数据。
全面实现电子化任务分派,利用无线技术将任务实时发布到掌上终端,确保任务实时执行。提供物资的单件化管理和批次化管理的不同管理模式,并且支持多计量单位管理需求,提供按货权管理企业货物以及供应商的寄售、客户的寄库货物。
满足先进先出的管理要求,严格控制发货流程,结合条码和 RFID 技术,提高发货的速度。结合防错处理,严格控制发货的正确性,包括发正确的货物,发往正确的客户。
5 实施效果
通过WMS在铝型材加工行业的项目实施,能够实现精细化、透明化、自动化、实时化、数据化、一体化的管控目标。

中国经济建设的快速发展,以房屋建筑为代表的建筑用铝型材在市场刚性需求以及国家保障房建设和社会主义新农村建设的带动下需求量巨大,同时政府扩大基础建设投资,对可再生资源(太阳能、风能、核能)开发,对高铁和城市轨道投资、积极倡导新能源汽车以及建筑节能型材等积极因素的带动下,又为铝型材加工行业开辟了更多的新市场。中国已经成为铝型材生产和消费大国。经济结构转型中伴随的消费与产业升级持续深化,我国铝消费内生增长空间依旧十分广阔,强劲的发展势头仍在继续。
随着铝型材加工企业规模的逐步扩大和产品结构日趋多元化,信息化建设对企业管理越来越重要性。铝加工企业基于对生产现场数据的采集和产品质量跟踪、追溯,需要一套高度精细化和智能化的条码管理系统来控制整个生产过程,以使企业向生产制造柔性化和管理精细化方向发展,提高市场应对的实时性和灵活性,降低不良品率,改善生产线的运行效率,加强生产现场数据采集和在制品管理、产品质量和售后服务能力,降低生产成本等。MES(制造执行系统)具有成熟应用价值的《铝型材加工行业制造执行系统》,旨在为国内铝型材加工企业提升现场信息化管理水平,提高现场执行效率。
2 需求分析
铝型材加工主要包括熔铸、挤压、时效、氧化、喷涂、锯切等工艺过程。然后同样的铝锭,同样的生产设备,同样的化工原料,同样的操作工艺,为什么生产出截然不同质量的产品呢?为什么产量提不上去呢?根本原因就在于管理的落后。即使实施了诸如 ERP 之类的管理系统,由于管理的触角无法延伸到生产现场,每台设备、每个操作工人、每个加工操作、每一框的铝材上。也就是说现场的管理执行力不足。
具体表现在:
1 对生产数据的收集、整理、统计过程浪费了大量的时间和人力,呈交上的相关报表是滞后的。
2 操作工人的操作指导无法准确的给到生产现场,操作过程得不到监控。
3 无法了解动态的、真实的生产现场状况,问题暴露、反馈、响应不及时。
4 复杂而频繁的生产排产耗费了大量的时间和人力且效果不佳,造成计划执行效率低下。
5 接收到潜在销售机会时,无法准确的给客户一个满意的交货期,从而导致客户满意度的下降甚至丧失机会。
6 仓库管理精细度不高,库位管理、先进先出管理以及入出库管控控制缺乏有效的执行力。
7 铝型材通过流转框进行转移,铝材的无序堆放,加上由于质量等问题需要进行拆筐的,导致现场物料管理混乱。
8 现场铝棒和铝材的分布、状态、数量缺乏有效监控,造成大量的现场积压。
9 现场模具管理比较粗放,模具的寿命和换模时间严重影响生产执行。
10 质量检验标准众多,通过纸质记录,得不到及时反馈和质量预警。
铝型材加工行业制造执行系统针对铝型材生产加工的管理特点,将管理触角一直延伸到生产现场的每一个环节,最终让管理者及时获得现场最及时、准确的生产信息,从而为管理监控和管理决策提供支持,提升生产现场的执行力。
3 建设目标
1 通过条形码技术实现仓库和生产现场的快速识别和流转。
2 通过无线采集技术,实现仓库管理员无纸化,无线实时作业,提供及时指导和防错。
3 实现生产、物流、质量现场的快速、自动、海量的数据收集。
4 提供现场可视化监控平台,计划执行、质量故障、物料流转、生产异常等一目了然。
5 实现生产过程的全程跟踪,建立包括原材料、生产人员、作业时间、设备机台、生产工艺、返工返修等在内的完整产品档案。
6 实现质量标准的标准化和电子化,检验人员子在相应检验工序扫描在制品后,自动调出检验标准和检验方案,并且严格控制不合格品的流转路径。
7 充分考虑各道生产环节的设备机台的性能、模具的寿命情况,提供基于现场有限资源的高级排产,同时能够支持计划变更、插单等情况下的重复排产。
8 实现和外系统(如 ERP)的数据集成,防止形成信息孤岛,同时为外系统提供最全面的现场数据。
4 业务实现
4.1 基于现场的可视化管理
WMS 实时收集从订单下达到产品交付整个过程中生产、物流、质量现场的作业数据,根据企业的业务模型、作业规则对现场数据进行提炼、分析,可视化监控和管理作业现场的执行过程和资源状况,为各级各部门提供过程监控、质量监控、产品追溯、异常预警、绩效指标等多种关键信息,全面提高现场执行效率。
1 针对加压、时效、氧化以及检测等不同不同的生产环节,针对性的开发现场数据采集功能,实现快速准确、实时的获取现场生产数据,从提及时提供生产数据相关的查询功能和报表;
2 通过条码技术的应用,针对现场铝型材的流转筐的快速识别,实现对现场物流的分布位置、铝材流通状态以及周转筐的数量的可视化监控;
3 通过现场质量、设备、模具、缺料等生产异常信息的自动生成和人工采集,实现对生产现场异常的发生的有效预警监控。
4 通过对生产上线、加工检测、完工下线等各道环节的采集和控制,实现对生产计划的现场执行状况,每一框铝材的加工状态的有效监控。
5 通过短信、邮件、电脑客户端、LED 显示屏等多种方式,向生产业务人员和企业管理者提供现场实时、准确的监控信息,真正做到生产现场的可视化管理。
4.2 基于APS的高级排产
铝型材加工行业的生产计划排产涉及的因素众多,WMS 基于铝型材加工行业的 APS 高级排产主要考虑以下因素:
1 工厂日历: 支持针对不同的车间、部门、设备配置不同的工厂日历,工厂日历定义出各加工中心的时间能力。
2 订单交货期: 以生产订单的交货期为依据,一般的原则是按订单产品配置的基本工序工时推算出要求挤压开始生产日期,要求开始生产日期离当前日期越近,越要优先对相应订单的详细计划进行排产。
3 订单优先级: 订单优先级作为订单交货期的下一级排产顺序依据,即相同的交货期订单,优先级高的订单优先排产。
4 加工中心能力: 基于加工中心的有限能力进行排产,以加工中心工作日历的工作时间范围作为能力总和。在对详细作业计划排产时,考虑到作业计划的加工时间、换模时间将加工中心的工作时间排满。
5 挤压模具能力: 根据模具管理系统各类模具的库存量、保养周期、单模具的单次加工量等,计算出各类模具的单日加工能力,在加工中心排产时,将考虑排产周期内的对应排产的模具能力需求,不能超过企业能提供的模具能力。
6 挤压模具利用率: 为提高加工中心的生产效率,减少生产过程中的换模时间,在单个模具单次加工量范围之内,使用相同的模具的作业计划连继排产,提高模具的利用率和加工中心的作业能力。
7 工序间能力平衡: 考虑各车间工序的业务生产能力,同时一个生产订单需要分解车间工序不同,排产时考虑上下道车间工序能力平衡,避免造成车间工序的待加工在制库存过量或不足。对于一个生产订单的加工中心排产后,将启用“工序连接时间”确认下道工序的预计开工时间,当下道工序的预计开工时间超出它的加工能力时,上道工序也不能进行排产,即上道工序要考虑下道工序的加工能力。
8 各加工中心平衡: 根据产品的生产加工中心配置,针对产品只配置特定的一个加工中心,在工序车间排产时,只能排产到已配置的加工中心。对于配置了多个加工中心的产品排产,将执行同一工序车间下的加工中心生产任务平衡原则,但同一个生产订单下的不同详细计划,将尽量排到同一加工中心。
4.3 基于批量的铝材物流管理
4.3.1 批量管理
铝型材生产加工过程是通过流转筐来进行流转,根据产品型号不同每筐数量不一,将周转筐作为容器进行流转时,为每一个流转的周转筐附上唯一的容器标签。
1 计划环节: 根据生产订单数量和铝材型号的不同,分配该生产订单的容器编号,在挤压下线环节进行粘贴。
2 流通环节: 各工序车间之间交接物料时,通过扫描周转筐的标签号,自动获取周转筐内铝材的产品型号、筐内数量、生产计划信息同时进行交接过程的校验和记录。
3 拆筐环节: 在生产过程中,如果发现某筐铝材部分存在质量问题,可以采取以下几种处理方式;一、整筐送修;二、将不良品铝材拣出放于新的周转筐中,生成新的周转筐编号和标签;三、将不良品拣出和其他良品放在同一筐中,生成新的周转筐编号和标签,但该周转筐已经不是物理的实际筐,而是虚拟的逻辑筐号,即一个物理筐内可能存在多个逻辑的虚拟筐。
4 批量查询: 计划环节下达的周转筐计划在生产过程中出现的拆筐记录会自动的回报给生产计划部门,可以实时了解每一框的数量变化情况和拆分原因和拆分结果。
4.3.2 线边库管理
针对挤压、时效、氧化等各大的工序车间配置了线边库和库位库位,在铝材在各工序间转移提供物料交接记录和审核。通过扫描周转筐编号,获知铝材的质量信息和工艺路线信息,从而确保不良品不能流入到本道车间,以及确保按照正确的路线流转到相应的车间和机台。同时记录线边库的交接入库记录。
根据工序车间的作业工序控制点,将铝材在线边库的状态按照工序完工状态进行标识,从 而可以及时了解在铝材的加工作业状态,加工数量,完工数量,检验数量等信息。
通过线边库管理模式,可以随时了解各工序车间当前的铝材数量,以及铝材的状态,可以了解生产计划下的所有铝材在车间的位置分布情况、数量变化情况以及作业计划状态情况。并且提供上下道工序车间的铝材数量监控,从而指导搬运组的及时搬运,减少在制品现场积压,确保及时供料。
4.4 基于标准化的质量管理
1 检验标准电子化: 针对不同类型的铝材以及不同的检验环节,制定相应的检验项目和检验标准,包括检验项目、标准值、检验分类、合格判定准则等,实现检验项目的电子化。同时将检验作业指导书纳入到系统管理中,检验人员可以随时调阅质量标准相关的文档参阅。
2 检验记录的数字化: 检验人员通过扫描铝材周转筐的条码标签,自动调出该铝材适用的检验标准和检验项目,检验人员根据检验项目录入检验值,系统自动进行合格判定。
3 质量处理系统化: 检验人员根据系统判定的不合格,会记录故障现象,并会记录责任主体,从而达到责任明确和提供质量绩效考核的管理要求。同时针对不良品提供不良品评审单,用于对不良品的分析和评审。对不良检验创建不良品评审单,提供让步放行、返修、返工、将来改制、报废判定处理。
4 质量统计报表的及时性: 提供产品质量检验合格率统计、故障柏拉图分析、责任班组故障分析、不良品统计查询等。
4.5 基于条码应用的仓库管理
通过对仓库、库位、原料、辅料、包装物、备品备件、单据、人员以及生产和运输设备的标识化管理,全面实现工厂各种资源的数字化管理要求。应用自动识别技术和无线实时采集技术,准确高效率收集现场数据。
全面实现电子化任务分派,利用无线技术将任务实时发布到掌上终端,确保任务实时执行。提供物资的单件化管理和批次化管理的不同管理模式,并且支持多计量单位管理需求,提供按货权管理企业货物以及供应商的寄售、客户的寄库货物。
满足先进先出的管理要求,严格控制发货流程,结合条码和 RFID 技术,提高发货的速度。结合防错处理,严格控制发货的正确性,包括发正确的货物,发往正确的客户。
5 实施效果
通过WMS在铝型材加工行业的项目实施,能够实现精细化、透明化、自动化、实时化、数据化、一体化的管控目标。


